Тафтинг — одна из наиболее распространенных технологий изготовления ковров и ковровых покрытий. Название «Тафтинг» происходит от английского «to tuft» — «стегать» и отражает сущность технологии. Основа ковра — сетка или холст — прошивается пучками ворса, которые затем разными способами закрепляются на изнаночной стороне. После закрепления нити ворса на лицевой стороне могут оставаться петельными, либо разрезаться, формируя разрезной тафтинг.
Внешний вид и свойства ковра определяются технологией тафтинга. В коридорах, холлах, офисах, гостиничных номерах и других общественных местах, плотные петли тафтинга малой длины, как правило, имеют высшую износоустойчивость и хорошо сохраняют внешний вид ковра. Также, обеспечивается поверхность, устойчивая к истиранию офисными креслами или магазинными тележками. Тафтинг-ковры прекрасно подходят для административных зон, офисов и общественных залов.
Различные типы высокоэффективных систем тафтинга имеют различные свойства, как, например, более высокие связки нитей, дополнительную устойчивость к повреждениям, влагонепроницаемость и устойчивость к роспуску краевых нитей. В каждом конкретном случае использования следует обращать внимание на функциональные требования к покрытию.
Понимание конструкции тафтингового ковра помогает определению факторов, которые обеспечивают наилучшие потребительские характеристики в разных помещениях. Коммерческие ковры изготавливается в основном методом тафтинга. В целом, на тафтинговые ковры приходится 95% мирового производства. Впрочем, современные технологии позволяют изготавливать широкий ассортимент и тканевых покрытий.
Тафтинг-процесс — процесс создания текстиля, и в частности ковровых покрытий, на специализированных многошпиндельных швейных машинах. В этих машинах сотни игл прошивают пучки нитей через подложку, называемую первичной основой. Образующаяся петля удерживает нить на месте, образуя тафтинг при вынимании иглы. Нити улавливаются петлителями и, при необходимости, разрезаются лезвиями для разрезного тафтинга. Затем, на получившуюся основу наносится вторичная подложка для обеспечения различных характеристик готового покрытия.
Ключевые шаги в процессе изготовления:
- Нити поступают из бобин в тафтинг-машину
- Первичная подложка подается в тафтинг-машину
- Нити и первичная подложка взаиморасполагаются в тафтинг-машине для прошивания
- Иглы тафтинг-машины многократно прошивают первичную подложку
- Ковровое покрытие прошивается нитями и проверяется
- Заготовка ковра наматывается на большие бобины для следующих шагов производства (окраска, печать, нанесение резиновой или полимерной основы)
Для максимальных характеристик и максимального качества коврового покрытия, очень важен соответствующий требованиям материал волокна нитей. Большая часть производимых ковров содержат одно из четырёх первичных волокон: полиамид (нейлон), полиэфир, полипропилен (PP), шерсть. Синтетические волокна занимают большую часть рынка производства в странах ЕС и в США. Каждый тип волокна различается свойствами долговечности, стойкости к истиранию, цветовой стойкости, стойкости к загрязнениям, лёгкости очистки и четкости цвета.
У всех ковровых покрытий есть система поддержки или химические компоненты, помогающие удерживать тафтинг на месте. Используемые методы и химикаты зависят от требований к характеристикам основы и всего ковра в целом. Во многом эти методы основываются на соображениях цены, рекомендациях производителя и химической совместимости.
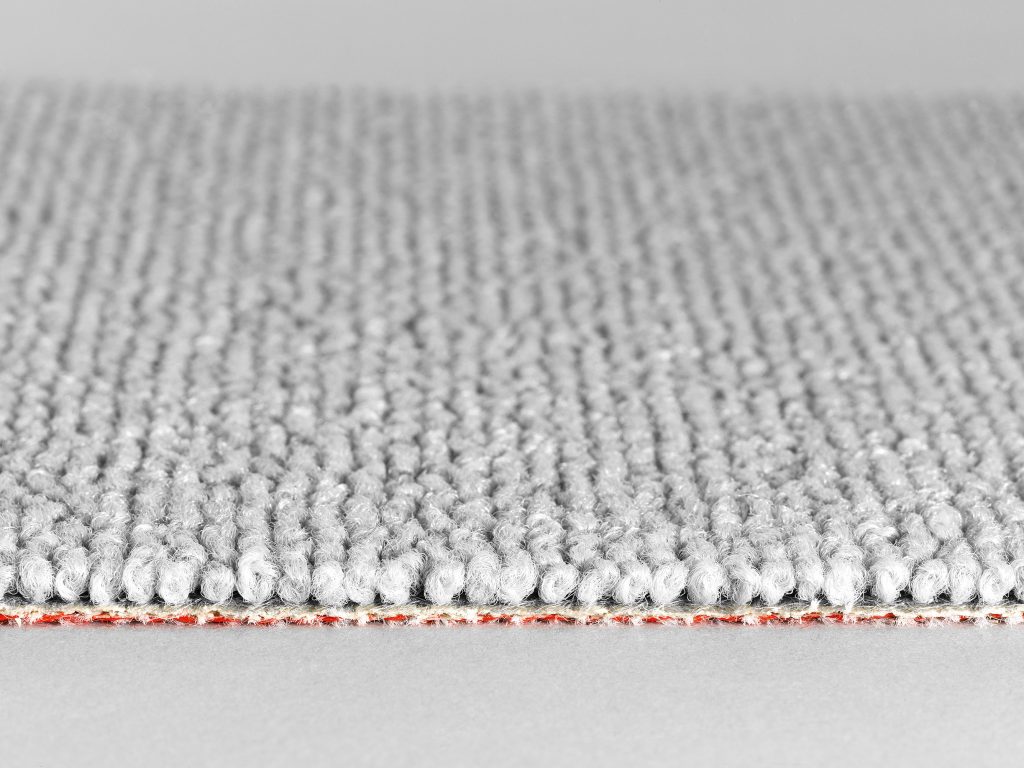
Системы коврового покрытия обычно содержат основную подложку и химический адгезив. Часто включается вторичная поддержка. В наиболее распространенной системе пряжа закрепляется в первичной подложке синтетическим латексом, а вторичная подложка (или подушка) прикрепляется с помощью связующего агента или клея для обеспечения дополнительной стабильности пряжи и придаёт высокую геометрическую стабильность структуре ковра.
Вопросы долговечности ковров особенно важны для сложных условий эксплуатации. Очень часто именно рекомендации конечных пользователей ковров помогают определить, какой продукт будет наилучшим образом соответствовать требованиям.